





3R+RHTLT 25#-J 140G Bază galbenă Bandă adezivă cu două fețe detașabilă")
3R+RHTLT 25#-J 140G Bază galbenă Bandă adezivă cu două fețe detașabilă")
 PET Bandă adezivă cu ulei dublu față cu bază galbenă")




De ce ingineria secvenței de straturi în materialele compozite funcționale determină performanța utilizării finale
Un material compozit funcțional nu este doar un teanc de filme și adezivi - este un sistem proiectat în care secvența, raportul de grosime și chimia interfață a fiecărui strat lucrează împreună pentru a produce proprietăți pe care nicio componentă nu le-ar putea atinge singură. Schimbarea unui strat afectează comportamentul mecanic și termic al întregii construcții. Un substrat de PET laminat deasupra unui adeziv acrilic se comportă diferit sub stresul de exfoliere decât același adeziv laminat sub o peliculă PI, chiar și atunci când toate specificațiile stratului individual rămân identice, deoarece nepotrivirea modulului elastic de la fiecare interfață guvernează modul în care deformarea este distribuită în timpul deformării.
Această interdependență face ca selecția secvenței de straturi să fie o decizie inginerească critică, mai degrabă decât un exercițiu de selecție a materialului. Pentru materialele compozite funcționale de calitate electronică utilizate în lipirea afișajului, protecția circuitelor flexibile sau asamblarea componentelor bateriei, proiectanții prioritizează de obicei trei obiective structurale: maximizarea zonei de contact adezivului cu substratul, minimizarea tensiunii reziduale la cea mai vulnerabilă interfață și controlul unde apare defecțiunea coeziunii dacă este inițiată delaminarea. O construcție proiectată să defecteze în mod coeziv în stratul adeziv - mai degrabă decât adeziv la interfața film-adeziv - este mult mai ușor de reluat și lasă mai puțină contaminare pe suprafețele lipite.
Anhui Yanhe New Material Co., Ltd. , care operează din unitatea de 17 acri din zona de dezvoltare economică Guangde West din 2012, aplică acoperiri de suprafață pe baza cerințelor funcționale specifice ale suprafeței substratului fiecărui client. Această precizie la nivel de proces se adresează direct ingineriei interfeței: acoperirea suprafeței modifică energia interfațală dintre straturile adiacente, stabilind ierarhii de aderență controlate care determină atât performanța în timpul utilizării, cât și comportamentul la sfârșitul vieții.
Densitatea reticulare în adezivii sensibili la presiune: variabila ascunsă în calificarea filmului compozit
Dintre parametrii care definesc performanța unui adeziv sensibil la presiune (PSA) într-un material compozit funcțional, densitatea de reticulare este cea mai importantă și cea mai puțin vizibilă. Nu poate fi măsurat direct într-un produs finit fără teste distructive, dar guvernează rezistența la fluaj, stabilitatea la îmbătrânire la căldură, rezistența la electroliți și răspunsul adezivului la stres prelungit - toate proprietățile care determină dacă un film compozit supraviețuiește durata de viață operațională sau eșuează prematur pe teren.
Reticulare este introdusă în timpul formulării adezivului prin adăugarea unui agent de reticulare - în mod obișnuit un compus izocianat, epoxidic sau chelat de metal - la structura polimerului într-un raport controlat precis. Prea puțină reticulare produce un adeziv moale, cu aderență ridicată, cu rezistență slabă la forfecare și curgere la rece semnificativă sub sarcină susținută; adezivul va migra lent de sub laminate, în special la temperaturi ridicate în timpul ciclurilor de refluere a ansamblului electronic. Prea multă reticulare creează un adeziv rigid, cu aderență redusă, care pierde contactul conform cu suprafețele rugoase sau texturate, producând incluziuni de aer și goluri care reduc suprafața efectivă de aderență și creează puncte de concentrare a tensiunii.
Cum densitatea legăturilor încrucișate schimbă proprietățile PSA cheie
| Densitatea de reticulare | Tack | Rezistență la forfecare / fluaj | Stabilitate la imbatranire la caldura | Risc tipic |
| Scăzut | Înalt | Sărac | Sărac | Curgerea la rece, migrarea adezivului, ridicarea marginilor laminate |
| Mediu | Moderat | Bun | Bun | Echilibrat; potrivit pentru majoritatea aplicațiilor compozite funcționale |
| Înalt | Scăzut | Excelent | Excelent | Formare de goluri pe suprafețe aspre, aderență inițială slabă la temperatură scăzută |
Pentru materialele compozite funcționale destinate aplicațiilor de baterii de energie noi, formulările cu densitate de reticulare medie spre mare sunt în general necesare, deoarece combinația dintre sarcina mecanică susținută, expunerea la vapori de electroliți și ciclul termic în timpul încărcării-descărcării creează condiții care expun rapid punctele slabe ale sistemelor subreticulate. Testul practic pentru adecvarea densității de reticulare nu este o specificație a fișei de date, ci o combinație de îmbătrânire la 85°C/85% umiditate relativă (minimum 1.000 de ore) și timpul de reținere a forfeirii statice de 70°C - ambele măsurate pe construcția compozită reală, mai degrabă decât pe filmul adeziv.
Materiale compozite funcționale în electronica flexibilă: gestionarea nepotrivirii dintre rigiditate și conformabilitate
Ansamblul electronic flexibil creează o provocare fundamentală a materialelor: foliile compozite funcționale utilizate pentru a lipi, proteja sau izola componentele trebuie să fie suficient de rigide pentru a menține precizia dimensională în timpul plasării automate, dar suficient de conforme pentru a se conforma suprafețelor curbate, texturate sau care se extind termic în timpul funcționării. Aceste cerințe trag în direcții opuse și niciuna dintre extreme nu produce un material viabil. Un compozit complet rigid se va delamina la interfața de legătură atunci când substraturile se flexează sau se extind termic; un compozit complet compatibil se va întinde în timpul manipulării, provocând înregistrări greșite în aplicațiile de tăiere cu matriță de precizie unde toleranțele de poziție sub ±0,15 mm sunt standard.
Soluția de inginerie este conformitatea stratificată - folosind un film de suport rigid pentru a oferi stabilitate dimensională în timpul procesării, în timp ce se bazează pe un strat adeziv vâscoelastic pentru a absorbi stresul în timpul exploatării. Parametrul cheie de proiectare este raportul de grosime relativă dintre straturile de suport și adeziv. Un suport mai gros în comparație cu adeziv produce un compozit mai rigid, cu caracteristici de manipulare mai bune, dar reduce capacitatea de absorbție a tensiunilor. Construcțiile practice pentru electronice flexibile utilizează în mod obișnuit rapoarte de grosime suport-adeziv între 2:1 și 4:1 pentru aplicațiile care necesită precizie de înregistrare și rapoarte mai apropiate de 1:1 pentru aplicațiile în care lipirea conformă pe suprafețe neregulate este cerința principală.
O complexitate suplimentară rezultă din dependența de temperatură a conformității. Majoritatea compozitelor pe bază de PSA devin semnificativ mai rigide sub 5°C și semnificativ mai moi peste 60°C. Pentru aplicații în medii electronice în aer liber sau auto, aceasta înseamnă că un compozit proiectat pentru caracteristicile de manipulare la temperatura camerei se poate comporta ca un laminat rigid în frigul iernii și ca un gel care curge în căldura verii. Calificarea materialelor compozite funcționale pe întregul interval de temperatură de funcționare – nu doar în condiții de laborator de 23°C – este cerința minimă pentru orice aplicație în care produsul final va experimenta variații de temperatură.
Funcții de acoperire cu barieră în sistemele de film compozit: controlul umidității, oxigenului și permeabilității ionilor
Performanța barierei este una dintre funcțiile cele mai solicitante din punct de vedere tehnic pe care i se poate cere să le ofere un strat de suprafață dintr-un material compozit funcțional. Provocarea este că proprietățile de barieră depind nu de matricea polimerică în vrac, ci de continuitatea acoperirii la nivel molecular - un singur orificiu, fisură sau zonă neacoperită într-un strat de barieră poate crește ratele de permeație cu ordine de mărime, indiferent de cât de bine este materialul înconjurător. Acest lucru face ca controlul procesului în timpul depunerii acoperirii să fie la fel de important ca și selecția materialului de barieră în sine.
Trei cerințe distincte de barieră apar în aplicațiile electronice și energetice pe care le servesc materialele compozite funcționale:
- Controlul vitezei de transmitere a vaporilor de umiditate (MVTR): Relevant pentru protecția panoului de fundal al afișajului, încapsularea flexibilă OLED și filmele de ambalare cu semiconductor. Acoperirile de barieră organice de înaltă performanță pot atinge valori MVTR sub 0,01 g/m²/zi, comparativ cu 1–5 g/m²/zi pentru PET neacoperit - o diferență care determină dacă un dispozitiv OLED supraviețuiește ani de utilizare pe teren sau se degradează în câteva luni
- Controlul ratei de transmisie a oxigenului (OTR): Esențial pentru aplicațiile în care oxidarea suprafețelor funcționale ar degrada performanța electrică, cum ar fi foliile de protecție pentru barele colectoare din cupru din modulele bateriei. Chiar și cantități mici de permeație de oxigen pot accelera coroziunea suprafețelor de contact cu metal la temperatură și umiditate ridicate
- Controlul migrației ionilor: Specific pentru aplicațiile bateriei și celulelor de combustie, în care separatorul compozit sau filmele de etanșare a marginilor trebuie să blocheze transportul ionilor de litiu sau hidroxidului pentru a preveni scurtcircuitele interne. Cerințele de barieră ionică sunt de obicei specificate ca conductivitatea ionică a filmului compozit, mai degrabă decât ratele de penetrare a gazului și sunt măsurate folosind spectroscopie de impedanță electrochimică.
Tehnologiile de acoperire anorganică - inclusiv oxid de aluminiu (Al₂O₃) și oxid de siliciu (SiOₓ) depus prin procese în vid - oferă performanțe de barieră mult superioare în comparație cu acoperirile cu polimer organic. Cu toate acestea, aceste straturi anorganice sunt casante și se fisurează atunci când sunt îndoite, ceea ce reintroduce căile de penetrare pe care au fost proiectate să le elimine. Soluția practică utilizată în materialele compozite funcționale avansate este o arhitectură multistrat organic-anorganică, alternând straturi subțiri de barieră anorganică cu straturi organice de decuplare. Fiecare strat organic previne propagarea fisurilor dintr-un strat anorganic în următorul, producând un compozit cu flexibilitate și performanță de barieră pe care nicio clasă de materiale nu le-ar putea realiza în mod independent.
Release Force Engineering: De ce partea de căptușeală a unui film compozit contează la fel de mult ca partea adezivă
Căptușeala de eliberare dintr-un material compozit funcțional este tratată în mod obișnuit ca ambalaj - o componentă care își servește scopul în timpul tranzitului și este aruncată la punctul de utilizare. Această viziune duce la probleme costisitoare de asamblare. Forța de eliberare dintre căptușeală și stratul adeziv este un parametru proiectat cu precizie care determină în mod direct dacă echipamentul automat de distribuire poate dezlipi, poziționa și aplica un film compozit la vitezele liniei de producție fără transfer de adeziv, distorsiune sau deplasare greșită a filmului. Găsirea greșită a acestui parametru chiar și cu 20-30% poate face ca o întreagă linie de produse să funcționeze sub debitul proiectat.
Forța de eliberare este controlată prin două mecanisme: energia de suprafață a stratului de eliberare (de obicei pe bază de silicon) și gradul de întărire al agentului de degajare. Acoperirile de degajare cu silicon subîntărite au o variabilitate mai mare a forței de eliberare și pot transfera urme de contaminare cu silicon pe suprafața adezivă, ceea ce reduce aderența la substratul final prin blocarea punctelor de contact PSA. Straturile de silicon supraîntărite au o forță de eliberare redusă, dar se pot crăpa sub presiunea de încovoiere a înfășurării rulo-la-rola, creând zone localizate cu eliberare mare care perturbă comportamentul consistent de exfoliere la aplicatoarele automate.
Pentru aplicații care necesită automatizare - inclusiv liniile de laminare de mare viteză utilizate de asamblorii de electronice care provin din Materiale compozite funcționale furnizori ca Anhui Yanhe New Material Co., Ltd. — specificațiile forței de eliberare sunt de obicei exprimate nu doar ca o valoare țintă, ci ca un interval maxim admisibil. O specificație de 5-15 cN/cm este semnificativ diferită de o țintă de 10 cN/cm fără toleranță declarată, deoarece prima limitează variația procesului într-un mod în care cea din urmă nu o face. Cererea acestui nivel de detaliere a specificațiilor de la un furnizor este un criteriu practic de screening care separă producătorii cu un control robust al procesului de cei care se bazează pe formulări nominale.
Căi de personalizare pentru materiale compozite funcționale: modul în care colaborarea dintre universități și industrie modifică viteza de dezvoltare
Dezvoltarea unui nou material compozit funcțional de la specificațiile clientului până la producția validată necesită, de obicei, iterare prin patru etape distincte de dezvoltare: chimie de formulare, optimizare a procesului de acoperire, încercări de construcție laminare și testare de aplicare. Fiecare etapă generează moduri de eșec care se reîntreg în etapele anterioare - un compozit care funcționează perfect la testarea pe banc poate eșua calificarea de tăiere, deoarece construcția de laminare are o stabilitate dimensională insuficientă la presiunea sculei de tăiere, necesitând o reformulare a substratului sau a straturilor adezive înainte ca încercările de tăiere să poată fi reluate.
Colaborarea dintre universități și instituțiile de cercetare schimbă acest ciclu într-un mod specific: încarcă în față o caracterizare fundamentală care altfel ar fi descoperită doar în timpul eșecurilor din etapele ulterioare. Atunci când se propune o nouă chimie de acoperire cu barieră, modelarea polimerică computațională poate prezice comportamentul său de permeație și pragurile de defecțiune mecanică înainte ca un singur gram de material de acoperire să fie produs. Analiza spectroscopică a interfețelor adeziv-substrat la rezoluție atomică poate identifica dacă un strat de grund propus va produce legături chimice durabile sau pur și simplu interblocare mecanică - o distincție care nu poate fi determinată doar prin testarea macroscopică de exfoliere, dar are implicații mari pentru durabilitatea mediului pe termen lung.
Anhui Yanhe New Material Co., Ltd . colaborează activ cu universități și instituții de cercetare științifică din țară și din străinătate pentru a aduce această profunzime analitică în capacitățile sale de producție personalizate. Pentru clienții care solicită Materiale compozite funcționale personalizate care depășesc ceea ce pot oferi construcțiile standard de catalog – fie în performanță termică, funcționalitate electrică, precizie dimensională sau compatibilitate chimică – acest model de colaborare comprimă termenele de calificare prin identificarea mecanismelor de defecțiune în etapa de formulare, mai degrabă decât descoperirea lor în timpul încercărilor de producție. Abordarea soluțiilor integrate a companiei, care combină cercetarea și dezvoltarea, acoperirea suprafeței și producția în cadrul fabricii sale din Guangde, înseamnă că descoperirile din cercetarea colaborativă se traduc direct în schimbări de proces pregătite pentru producție, mai degrabă decât să necesite o etapă secundară de transfer de tehnologie.
Typical Development Acceleration Achieved Through Collaborative R&D
- Caracterizarea interfeței prin XPS sau AFM identifică mecanismele de eșec de aderență în 1-2 săptămâni, înlocuind 6-8 săptămâni de cicluri de reformulare empirică
- Simularea dinamicii moleculare a comportamentului de umectare a adezivului pe substraturi noi reduce numărul de încercări fizice de acoperire necesare înainte de a se atinge specificația țintă a forței de exfoliere.
- Studiile de corelare a îmbătrânirii accelerate, bazate pe date combinate de teren și arhive de teste de laborator, permit teste de durată mai scurtă pentru a prezice în mod fiabil performanța pe 5 sau 10 ani - permițând calificarea produsului înainte ca datele complete privind îmbătrânirea în timp real să fie disponibile
- Dezvoltarea comună a brevetelor în jurul unor noi arhitecturi funcționale de film creează valoare de proprietate intelectuală pentru clienții a căror diferențiere a produselor depinde de materiale care nu pot fi reproduse cu ușurință de către furnizorii concurenți
Cerințe de durabilitate și fără halogeni pentru materialele compozite funcționale din lanțurile de aprovizionare cu electronice
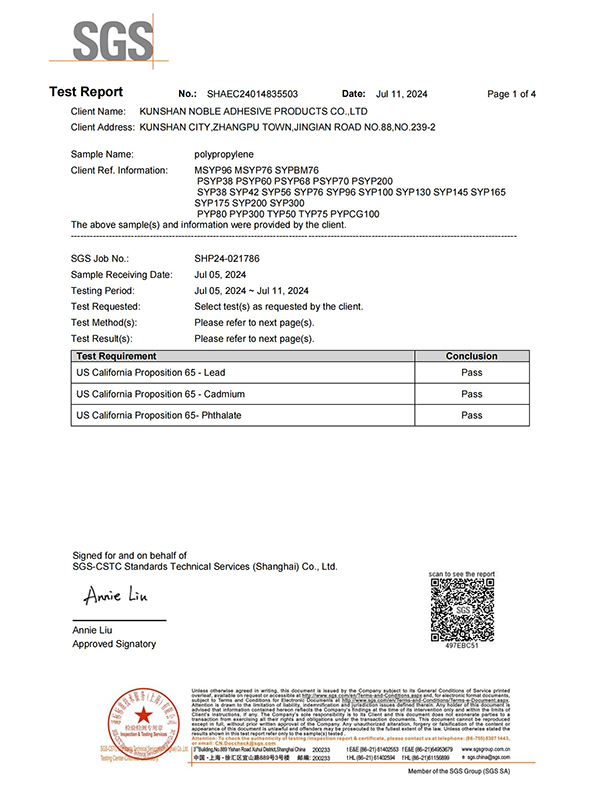
Presiunea de reglementare asupra compoziției materialelor din materialele compozite funcționale s-a intensificat în mod constant de la implementarea inițială a Directivei UE RoHS în 2006, dar valul actual de cerințe merge mult mai departe. Lista Substanțelor foarte preocupante (SVHC) a Regulamentului UE REACH s-a extins la peste 240 de substanțe și mai multe substanțe ignifuge, plastifianți și agenți de reticulare adezivi care erau componente standard de formulare în urmă cu cinci ani necesită acum o notificare explicită a clienților sau sunt restricționate în întregime. Pentru un material compozit funcțional care intră în lanțul de aprovizionare al unui OEM de automobile sau al mărcii de electronice de larg consum cu angajamente publicate în materie de sustenabilitate, documentația privind transparența materialului a devenit o cerință standard de achiziție, mai degrabă decât un punct de vânzare diferențiat.
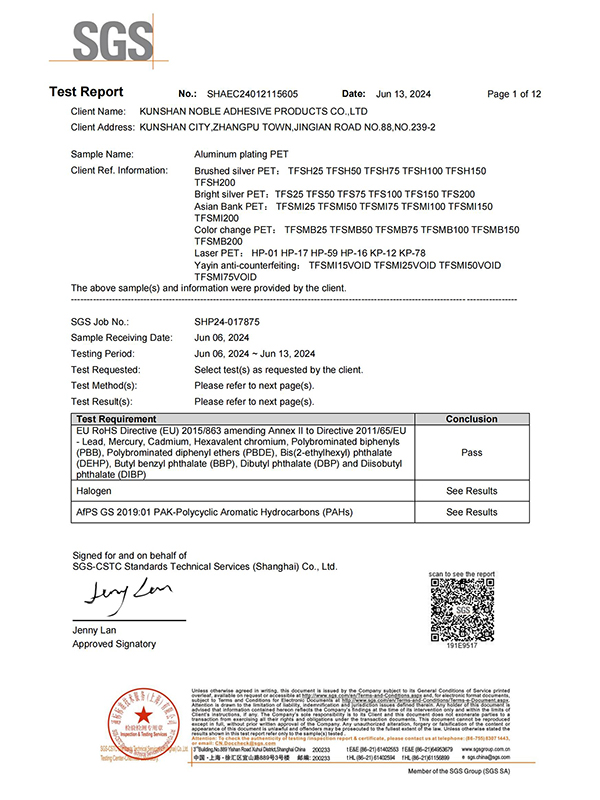
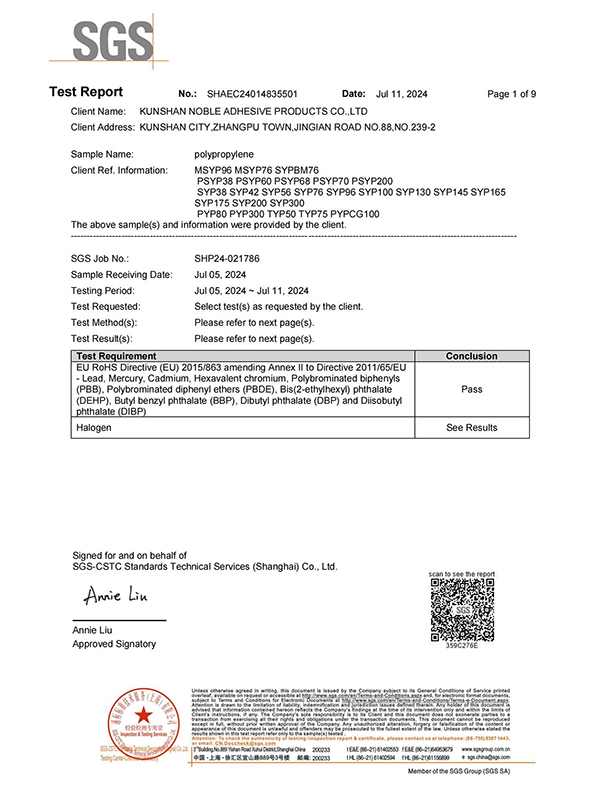
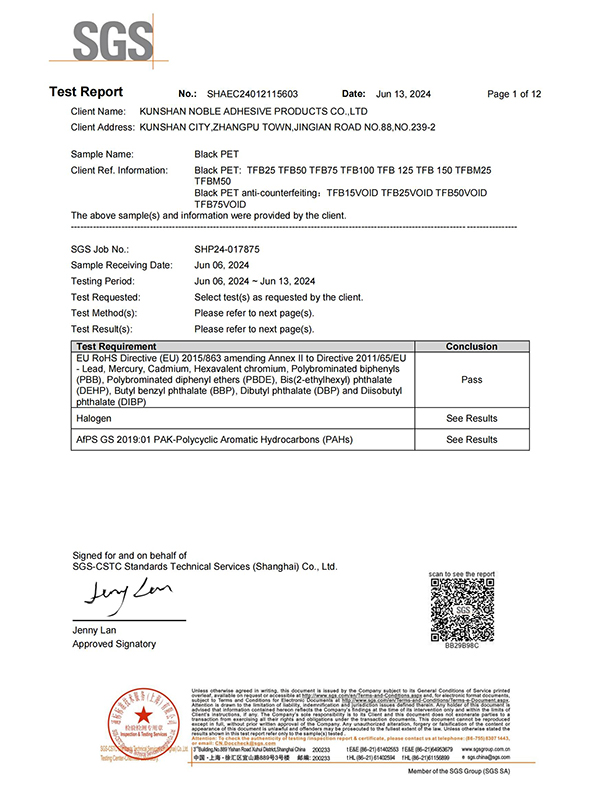
Certificarea fără halogeni este cea mai frecventă constrângere compozițională cerută în filmele compozite de calitate electronică. Halogenii - în special clorul și bromul - au fost folosiți în trecut în aditivii ignifugă și în unele formulări adezive pentru eficacitatea lor în suprimarea arderii. Eliminarea lor este determinată de două preocupări: compușii halogenați pot genera gaze toxice, inclusiv dioxine și furani în timpul evenimentelor termice, ceea ce reprezintă o preocupare deosebită pentru materialele componente ale bateriei care pot fi expuse la temperaturi ridicate în timpul scenariilor de defecțiune a celulei; iar materialele halogenate complică reciclarea la sfârșitul vieții prin contaminarea fluxurilor de polimeri reciclați cu clor sau brom care degradează ciclurile ulterioare de reciclare.
Îndeplinirea certificării fără halogeni necesită testarea conform IEC 61249-2-21 sau standarde echivalente, verificând dacă conținutul de clor este sub 900 ppm și conținutul de brom este sub 900 ppm în construcția compozită finită - nu doar în straturi individuale. Această cerință la nivel de compozit este importantă deoarece impuritățile cu halogen pot fi introduse prin mai multe căi, inclusiv acoperiri de căptușeală cu eliberare, agenți tensioactivi adezivi și adjuvanti de prelucrare a substratului, chiar și atunci când materialele primare sunt specificate ca fără halogen. Cea mai fiabilă abordare este verificarea lanțului de aprovizionare la fiecare nivel de intrare al materialului, combinată cu testarea produsului finit a construcției finale compozite, mai degrabă decât să se bazeze doar pe certificări la nivel de componente care ar putea să nu ia în considerare contaminarea în timpul procesării laminarii..
